
Projet de conception d’un atelier de production pour un pépiniériste :
un exemple d'ergonomie et de performance industrielle
Découvrez notre accompagnement pour une pépinière, passée d’un processus artisanal à une ligne semi-automatisée tout en réduisant la pénibilité pour les opérateurs.
Cette intervention a mobilisé différents domaines de compétences : conception de postes et de petits outillages, définition des flux, implantation de machines, organisation et équilibrage de postes, dimensionnement du bâti.
Une démarche participative élargie a impliqué, du début à la fin de l’intervention, l’ensemble des équipes concernées depuis les opérateurs jusqu’à la direction en passant par le management intermédiaire et des experts internes.
Les enjeux pour le client :
Augmenter la capacité de production et la productivité tout en préservant la santé des équipes
En vue d’augmenter sa capacité de production tout en limitant les risques de TMS, la pépinière envisage de construire un bâtiment avec des machines supplémentaires pour automatiser des opérations de dépilage de pots, convoyage, arrosage.
Situation initiale et diagnostic
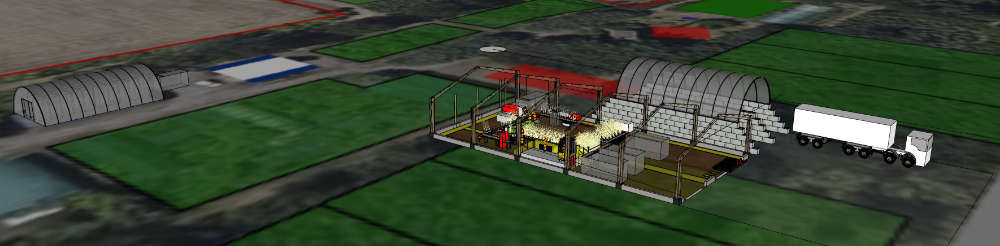
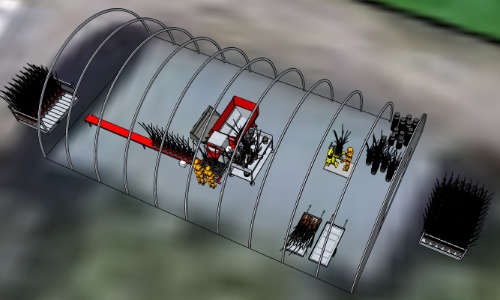
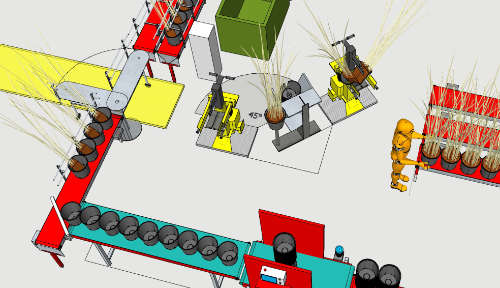
Ci-contre la modélisation de la situation initiale occupant une dizaine d’opérateurs.
Processus : récupération des pots à fendre dans une caisse-palette ; déplacement jusqu’à la zone de rempotage ; approvisionnement du poste de fendage ;
approvisionnement du poste de rempotage (quart de motte et pots neufs) ; rempotage et évacuation sur un tapis ; chargement de la caisse-palette et arrosage des plants ;
expédition des pots et déchargement sur le terrain.
Ce processus manuel génère des goulots d’étranglement et des contraintes physiques. Ces dernières sont liées au port de charge, aux hauteurs de prises, à l’encombrement, au déséquilibre des temps d'opérations conduisant à de nombreux stocks d’encours.
Quelques résultats intermédiaires pour l’implantation de l’atelier
Premières réflexions (juillet)
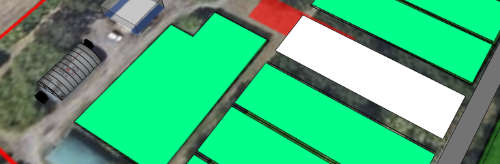
Ci-contre, la zone de production actuelle (la petite serre à gauche) et l’espace prévu, en blanc, pour la construction du futur atelier. Autour, les aplats verts représentent les zones où sont disposés les pots pour la pousse de plants.
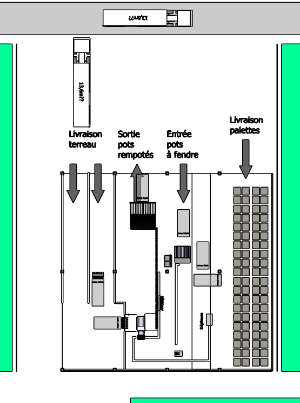
Ci-dessous, une toute première réflexion sur l'implantation :
à gauche, l’approvisionnement des pots neufs (et son stock de palettes associé) et les pots à fendre ; au milieu, le poste de rempotage (à proximité de deux alvéoles de stock de terreau livré par semi-remorque ) ; et à droite l’évacuation des pots sur une table d’accumulation.
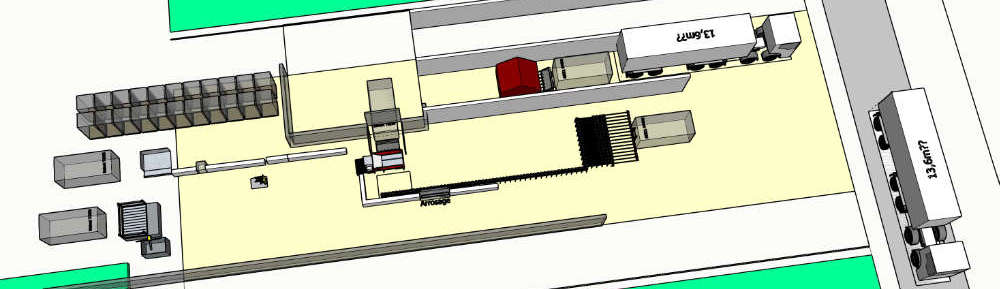
La zone prévue est trop longue et étroite :
le semi-remorque ne peut pas manœuvrer facilement.
Par ailleurs, la position de l’approvisionnement par rapport à la sortie des pots rempotés oblige le conducteur d’engin à contourner le bâtiment.
Premières implantations et analyse de flux (juillet)
Ci-contre, à droite, une première proposition de principe pour organiser les flux sur un seul côté du bâtiment.
Cette orientation a été retenue. L’allocation de surface dédiée au projet a été augmentée afin d’optimiser les flux.
Evolution du plan d’implantation (août/septembre)
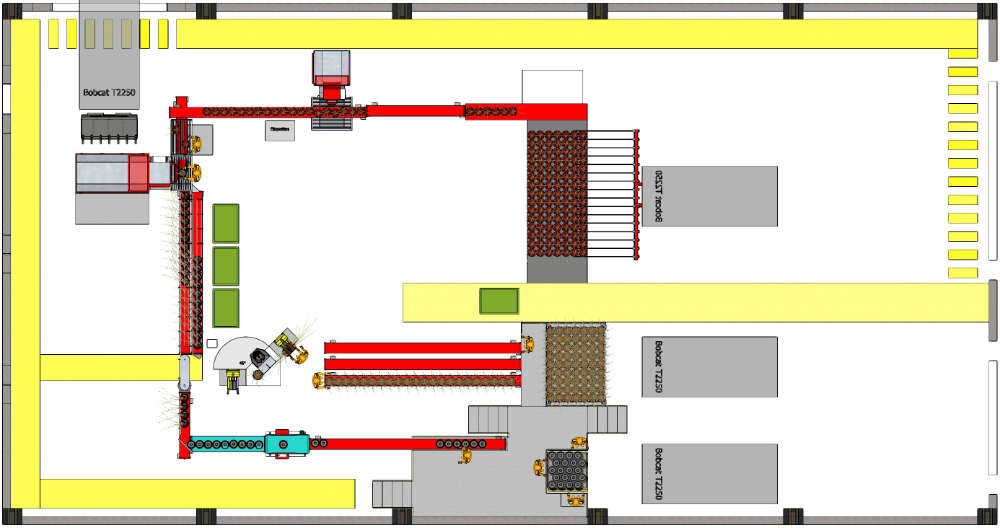
Ci-dessous, le schéma construit avec le client et tous les collaborateurs concernés par ce projet. L'atelier est dimensionné, la zone de stockage du terreau est définie, l'organisation générale est validée.
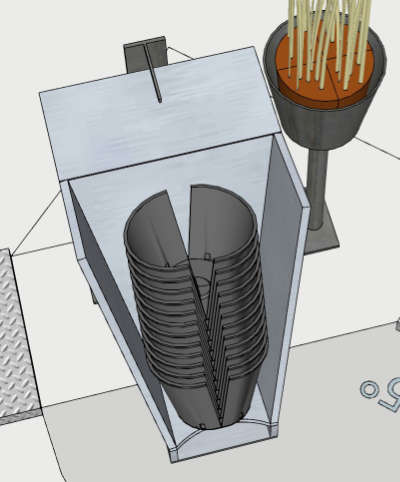
A cette étape, de nombreux détails sont précisés tel que la création d’un platelage pour les pots neufs (avec table élévatrice)
et pour les pots à fendre, un matériel sur mesure pour empiler les pots fendus avant de les évacuer en benne, etc.
Une première évaluation des temps opératoire a aussi été réalisée.
Ces éléments serviront de descriptif des besoins dans le cadre d’une recherche de fournisseurs.
Reprise et finalisation des études avec le fournisseur sélectionné (décembre/ janvier)
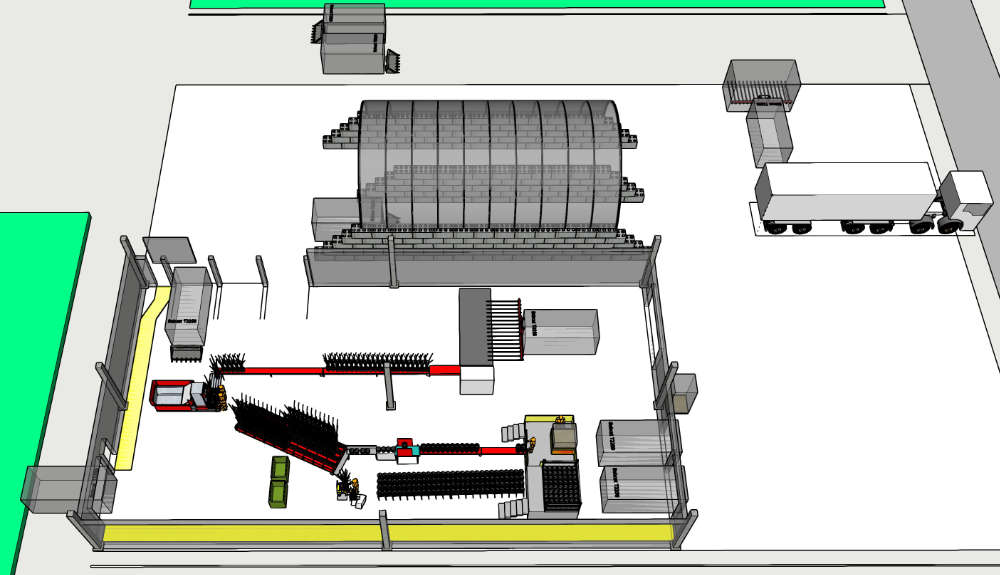
Ci-dessous, le résultat final de l’implantation réalisé avec le client, ses équipes et le fournisseur des matériels (la société Fiorentino). Ce travail constructif a permi d’intégrer à la réflexion les contraintes machine et les contraintes de dimensions standards tout en conservant les principes généraux qui avaient conduit les réflexions sur les besoins des utilisateurs et sur l’optimisation du process.
Exemples d’aménagements détaillés
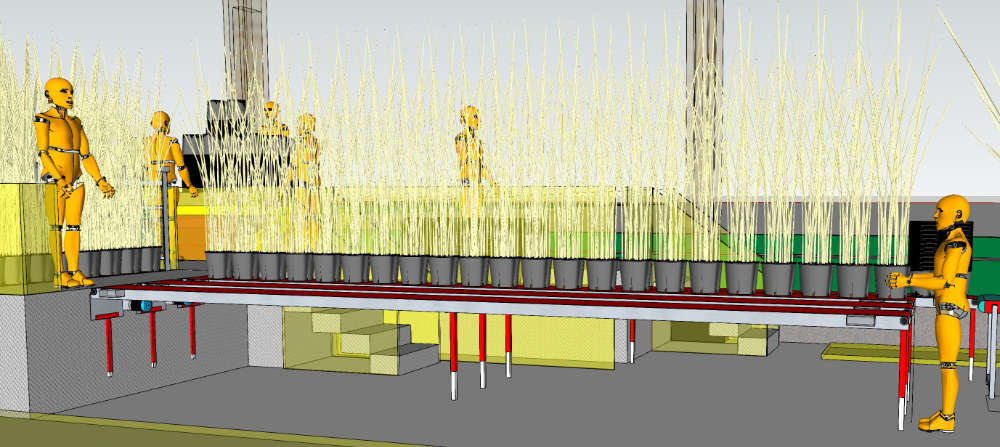
Approvisionnement et hauteur de travail
Conception sur mesure au poste de fendeuse
Le poste de fendage est doublé pour absorber l’augmentation de cadence. Poste 1: approvisionne et coupe en deux le pot et la motte, puis évacue le pot et dépose les deux mottes sur un support. Poste 2: coupe de nouveau et évacue les quatre mottes dans des pots neufs et les expédie vers la remplisseuse.
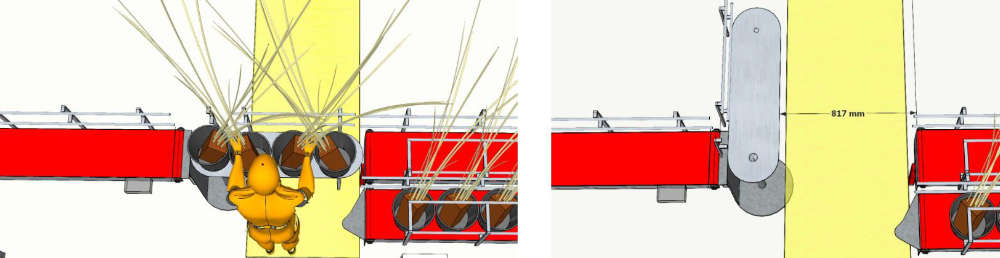
Ci-contre, la conception d'une tablette munie d’un crochet pour bloquer le pot fendu (tenu à deux mains). Ceci élimine la tâche périodique de ramassage au sol.
Ci-dessous, l’aménagement d’une sortie piéton entre deux convoyeurs. Le premier convoyeur à gauche contient des pots vides. L’opérateur dépose 4 quarts de motte et engage les pots sur le convoyeur de droite vers le rempotage. Cet élément est articulé afin de créer un passage piéton.
Bilan de l'intervention
Réduction des manutentions manuelles
Sur 7 pncipales opérations de manutention de pots, 3 sont éliminées (pas de soulèvement pour approvisionner le rempotage, évacuation automatique sur une table d’accumulation et dépose des pots directement au sol avec un système de fourche).
Manutentions manuelles : -43%
Des gains de productivité importants
A cadence constante, les effectifs passent de 10 à 6 (-40%) pour produire la même quantité de pots rempotés et ceci dans de bien meilleures conditions.
L’installation permet de réduire le temps de cycle d’un tier avec 9 opérateurs. Cette augmentation de cadence permet une augmentation de la production de 50% avec une réduction des effectifs de 10%.
Capacité de production : +50%
Une ergonomie intégrée à la conception
Les résultats vont au-delà de la réduction du nombre de manutentions. Les opérateurs travaillent dans de meilleures conditions de travail grâce à de meilleures hauteurs de travail, des suppressions de tâche sans valeur ajoutée (ramasser les pots fendus par exemple), un rythme de travail maitrisé stable.
Ergonomie = productivité pérenne
Cette démarche est transposable à tout secteur industriel où les enjeux de productivité et de bien-être au travail sont liés.
Consulter d'autres exemples d'interventions en ergonomie industrielle..